|

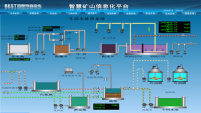
随着石油资源的短缺,以石油作为原料炼制的煤油、柴油等副产品的价格不断攀升。煤油、柴油等副产品是选煤厂煤泥浮选作业必备的浮选药剂,由于药剂价格的提高,煤泥浮选作业的加工成本增大。为了降低成本,浮选药剂的利用效率越发受到人们的关注。随着煤炭产量增大和入选比例的提高,入浮的煤泥量逐年增加, 捕收剂的用量也势必增大。寻求一种提高药效、改善现有捕收剂性能、减少捕收剂用量、降低煤炭浮选成本是一个亟待解决的现实问题。煤油和轻柴油等烃类化合物属于非极性药剂,特点是结构对称,没有永久偶极,分子内部的原子以共价键结合,电子对共有,没有电子转移与电子交换,故化学性质不活泼,疏水性好,在水中不易分散和溶解,导致捕收剂在矿浆中的分散性能差,不能形成细小的分散相。捕收剂被机械作用强制性地分散在矿浆中,煤油分散的液滴较大,数量较少,煤油与矿粒发生碰撞几率较低。而且一部分分散的煤油液滴在短时间内还会聚集成大的油滴,相当一部分煤油捕收剂不能发挥作用,随尾矿水排出,不但降低了煤油的作用效果,而且为煤泥水的处理带来不利影响,加重了煤泥水对环境的污染。乳化就是将互不相溶的两种液体相互分散,形成一种能够在一定时间内稳定的乳化液。而理论和实践都已证明,用适当的方法将捕收剂乳化对细粒煤浮选起着重要的作用。 选煤厂大多采用的是重选和浮选联合流程,浮选的入料为重选作业的下一工序,重选的生产变化直接影响到浮选生产的操作,同时浮选作业还受原煤煤种、粒度组成变化的影响,因此浮选入料的不确定因素较多,对浮选作业的操作提出了更高的要求。只凭浮选工人的肉眼观察和责任心往往造成调节滞后,影响浮选系统的工作效率。另外浮选作业多用直接浮选流程,浮选前的任何一个环节的变化,都直接反映到浮选的操作上,矿浆缓冲池小的选煤厂浮选受影响的程度将更大。理想的浮选操作是根据浮选入料的变化及时进行生产指标的调节,以提高浮选系统的效率,这就要求对浮选的生产指标进行精确地检测。 乳化剂的研究一般是采用工业品进行试验,研究重点是探索合适的乳化药剂,从而获得稳定时间长的乳化液。药剂乳化后浮选可以显著降低捕收剂的用量。N.T.莫克松等人研究结果表明,当加入乳化剂与捕收剂的体积比为0.5%时,浮选产率增加了,即用乳化剂分散油类捕收剂可提高煤泥的浮选产率。A.A.阿勃拉莫夫对捕收剂的乳化进行研究,证明捕收剂的乳化液可增加被浮煤粒和气泡之间的水化层破裂的几率,使煤粒更容易与气泡进行接触,从而完成矿化,并因此会增加精矿的回收率。 国内学者的研究结果也表明,采用乳化剂乳化煤油可显著提高0.5~Omm级煤泥的浮选选择性,尤其是能大幅提高氧化的难浮选煤泥浮选的选择性。许占贤等人利用乳化煤油在双鸭山选煤厂和小恒山选煤厂进行了捕收剂乳化浮选的工业实验,两厂的药剂耗量均有不同程度的下降,而精煤产率却都有所提高。另外小恒山选煤厂精煤的水分有所降低。这是由于油类药剂用量减少后,降低了精矿粘度,同时精矿泡沫变脆,易于消泡,从而提高了精矿过滤速度,降低了精煤水分。 河北开滦矿业集团的马家沟、吕家沱、钱家营、范各庄等选煤厂从2000年开始采用捕收剂乳化浮选,该项目实施前后的浮选药剂单位用量(油耗)降低了25%,浮选效率提高了0.5%,每个选煤厂的年经济效益均在100万元以上,经济效益显著。 赵明用RB乳化剂乳化煤油,并用超声处理,在山西西山矿务局选煤厂进行了工业性试验,试验结果表明节油率达到38%,可燃体回收率提高了8%。汪潜峰利用RBT01乳化剂制备的水包油型煤油乳化剂在西山矿务局西曲选煤厂应用,可以节省30%以上的捕收剂。提高浮选精煤产率4%以上,而且药剂的安全性提高了。 廖祥国报道的河南平顶山矿务局田庄选煤厂药剂乳化后浮选的药剂耗量降低了20%,每年节约的药剂费用为120万元。 综上所述,药剂乳化处理后浮选的药剂耗量降低了,精煤产率提高了,同时浮选的选择性提高了,因此研究捕收剂乳化技术具有显著的经济效益。 在药剂乳化处理以及浮选自动控制方面黑龙江科技学院、黑龙江百斯特自动化公司进行了较深入地研究,开发了高效乳化技术,以及与乳化过程相配套的控制系统,在不用添加任何乳化剂的前提下,可实现药剂乳化度的自由调节。同时在药剂乳化理论、药剂乳化工艺方面做了大量的研究,对乳化后的药剂与矿浆中煤粒的作用规律有较深入地认识,确定了药剂乳化的处理流程,对药剂乳化的参数进行了优化,实现了药剂乳化的智能化操作,研制出了一套高效浮选药剂乳化系统。同时在浮选控制系统的信息反馈、数据传输、传感器的设计精度、控制软件的使用方面做了大量的研究工作,尤其是开发了环保型浓度检测装置,摒弃了以往的放射性浓度检测装置。优化设置检测点、控制点,用组态模块建立信息反馈系统,具有检测合理、数据测量准确、反馈速度快、控制及时等特点,形成了完整的控制系统。通过三个月的工业性试验,该系统运转平稳,可靠性高,为下一步产业化应用奠定了基础。本项目的实施将解决浮选药剂的利用效率和浮选操作的滞后问题。 本项技术的特点: 1、利用高频的超声波进行药剂的乳化,声波的频率每秒至少振动2万次以上,声波作用在油水界面上,能很好地将水中的油滴乳化,乳化液油滴的直径小而均匀,油滴直径小于10μm占到了80%,乳化液保留的时间长,稳定性好。 2、生产指标检测及控制系统采用自主开发研制的环保型浓度计,没有放射性物质,对系统的浓度变化进行跟踪检测,检测数量传送到中央处理系统,根据浓度的变化,自动调整药剂添加量,反应快速准确,实现了数字化操作。 |